
新聞中心
聯系我們
手 機:17898826917
郵 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉賢區南橋鎮國順路936號5幢
聚對苯二甲酸丁二醇酯(PBT)的介紹
PBT最早是德國科學家P.Schlack于1942年研制而成,之后美國Celanese公司(現為Ticona)進行工業開發,并以Celanex商品名上市,于1970年以30%玻璃纖維增強塑料投放市場,商品名為X-917,后改為CELANEX。1971年Eastman公司推出了有玻璃纖增強璉和不增強的產品,商品名Tenite(PTMT);同年GE公司也開發出同類產品,有不增強、增強和自熄性的三個品種。隨后世界知名廠商德國BASF、Bayer、美國GE、Ticona,日本Toray、三菱化學,臺灣新光合纖、長春人造樹脂、南亞塑料等公司先后投入生產行列,全球生產廠商共計三十余家。
一、聚對苯二甲酸丁二醇酯(PBT)的概述
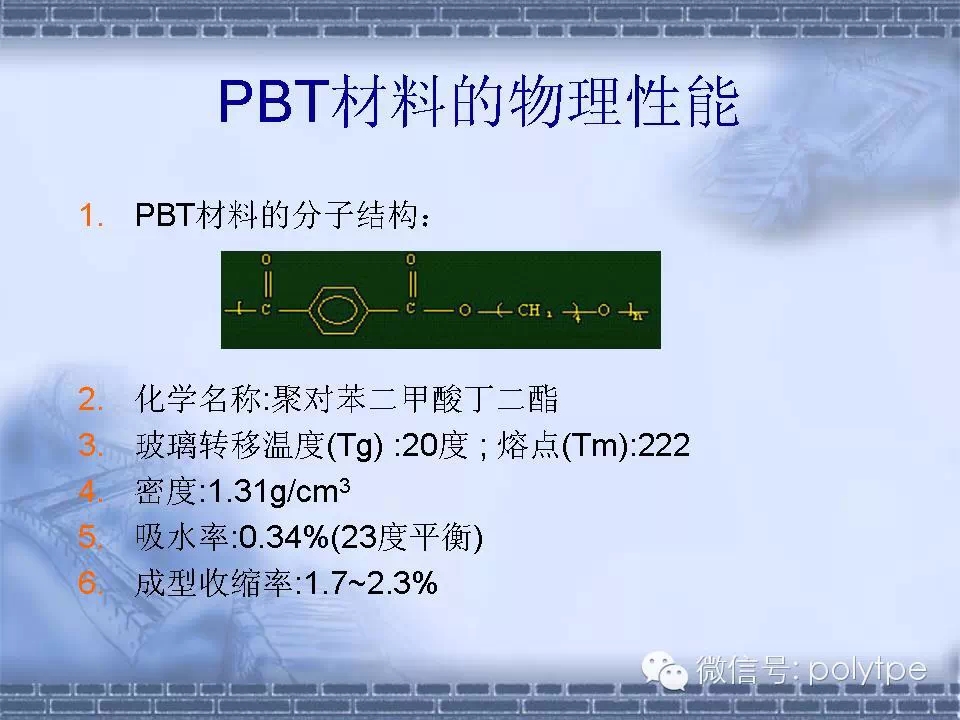
聚對苯二甲酸丁二醇酯(Polybutylene terephthalate),又名聚對苯二甲酸四次甲基酯。簡稱PBT。它是對苯二甲酸與1,4-丁二醇的縮聚物。PBT和PET一起被稱為熱塑性聚酯。
二、聚對苯二甲酸丁二醇酯(PBT)的特性與應用
2、PBT的應用(通常指改性品種);
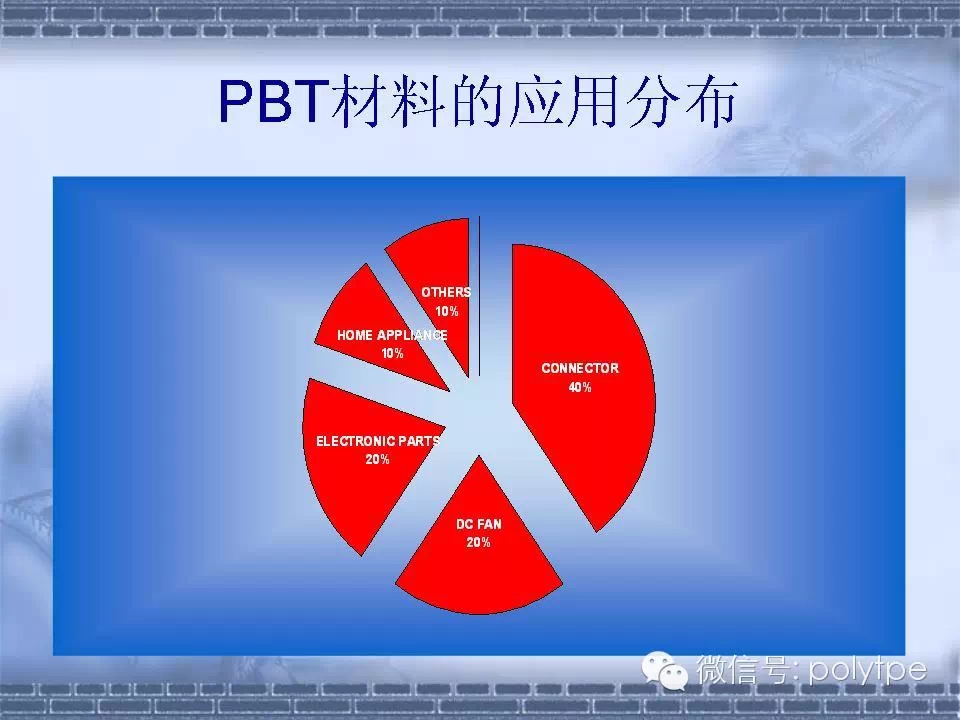
a、電子電器:連接器、開關零件、家用電器、配件零件、小型電動罩蓋或(耐熱性、阻燃性、電氣絕緣性、成型加工性);
b、汽車:
1、外裝零件:主要有轉角格珊、發動機放熱孔罩等;
2、內部零部件:主要有內鏡撐條、刮水器支架和控制系統閥;
3、汽車電器零件:汽車點火線圈絞管和各種電器連接器等。
(PBT用于汽車上的數目還不及尼龍、聚碳和聚甲醛,但隨著低翹曲性PBT的出現,今后必將在汽車零部件上得到更多的應用)
c、機械設備:視頻磁帶錄音機的帶式傳動軸、電子計算機罩、水銀燈罩、電熨斗罩、烘烤機零件以及大量的齒輪、凸輪、按鈕、電子表外殼、照相機的零件(有耐熱、阻燃要求)

三、PBT塑料的粘接:
根據不同需要,可以選擇以下粘合劑:
1. TG-3200:單組分常溫固化軟彈性防震粘合劑,耐高低溫,但粘接速度慢,膠水通常要1天或幾天時間才能固化完畢。
2. TS-8602瞬間粘接劑,可以數秒鐘或數十秒鐘快速粘合PBT,但膠層硬脆,不耐水。
3. TE-9270類,雙組分膠,膠層柔軟,適合PBT大面積粘接或復合。但耐高溫性能較差。
4.TE-9249類膠:雙組分膠,耐高溫。
5.sili-1706:單組份室溫硫化膠,固化后是彈性體具有優秀的防水,防震粘合劑,耐高低溫, 1-2mm厚度的話,5-6小時基本固化,有一定的強度。完全固化的話需要至少24小時。單組份,不需要混合,擠出后涂抹靜置即可,無需加溫。
PBT的工藝特點
PBT注塑之前一定要在110~120℃的溫度下干燥3小時左右,成型加工溫度為250~270℃,模溫控制在50~75℃為宜。因該料從熔融狀態一經冷卻,則會立即凝固結晶,故其冷卻時間較短;若噴嘴溫度控制不當(偏低),流道(水口)易冷卻固化,會出現堵嘴現象。若料筒溫度超過275℃或熔料在料筒中停留時間超過30分鐘,易引起材料分解變脆。PBT注塑時需用較大水口進膠,不宜使用熱流道系統,模具排氣要良好,宜用“高速、中壓、中溫”的條件成型加工,防火料或加玻纖的PBT水口料不宜再回收利用,停機時需用PE或PP料及時清洗料管,以免碳化。
PBT的加工條件:
|
干燥溫度(℃) |
110~120 |
干燥時間約(hr) |
2~3 |
||
|
模具溫度(℃) |
50~75 |
殘料量(mm) |
2~6 |
||
|
熔膠溫度(℃) |
250~270 |
背壓(MPa) |
5~10 |
||
|
注射壓力(MPa) |
100~140 |
鎖模力約(ton/in2) |
3~4 |
||
|
注 塑 速 度 |
高 速 |
回料轉速(rpm) |
70~90 |
||
|
螺 桿 類 別 |
標 準 螺 桿(直 通 式 噴 嘴) |
||||
|
停 機 處 理 |
關料閘啤清即可 |
碎料翻用(%) |
15~25 |
||
|
備注:防火PBT需要用PE料過炮,水口料不宜回收利用。 |
|||||
PBT的模具制作:
|
合 適 壁 厚mm) |
1.5~4(排氣要充分) |
|
澆 口 設 計 |
不宜用熱流道系統;大部分澆口均宜,因為需高速注塑, |
|
澆口通常要較大,針點形、潛水澆口的直徑應為1.5mm |
|
|
收 縮 率 (%) |
1.7~.2.3%,成型后48小時內仍有少許收縮(0.05%) |
