
新聞中心
聯系我們
手 機:17898826917
郵 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉賢區南橋鎮國順路936號5幢
雙向拉伸防靜電薄膜技術及發展趨勢
????????塑料薄膜已經發展成為我國產量最大、品種最多的塑料制品之一,廣泛應用于包裝、電子電器、農業、建筑裝飾及日用品等領域,其產量約占塑料制品總產量的20%。從應用領域看,塑料薄膜使用最廣的是包裝產業,其次是農用塑料薄膜,其余用于醫藥、化工、電工材料、感光材料等。
????????
????????
????????據悉,中國塑料薄膜的需求量每年將以9%以上的速度增長。而且隨著各種新材料、新設備和新工藝不斷地涌現,將促使中國的塑料薄膜朝著品種多樣化、專用化以及具備多功能的復合膜方向發展。
 ?
?????????雙向拉伸技術(平膜法)具有產品性能好、生產效率高、質量穩定等優點,成為薄膜制造中最重要的一種先進工藝廠技術,在近十年來迅速發展,并成為各種高性能薄膜的主要生產手段。
????????目前市面上應用最多的雙向拉伸薄膜以雙向拉伸聚酯/抗靜電(AntiStatic BOPET)、防靜電雙向拉伸聚丙烯(BOPP)為主流,導電雙向拉伸尼龍(BOPA),永久防靜電雙向拉伸聚乙烯(BOPE)。雙向拉伸聚苯乙烯(esd BOPS)近幾年發展迅速,并成為雙向拉伸薄膜應用的重要組成部分。
????????一、雙向拉伸薄膜技術優勢
????????塑料薄膜的成型方法很多,如壓延法、流延法、吹塑法、拉伸法等。其中,雙向拉伸成為近年來最受關注的方法之一。
????????雙向拉伸技術是20世紀70年代開始實現工業化的一種塑料薄膜加工工藝,其基本原理是:高聚物原料通過擠出機被加熱熔融擠出成厚片后,在玻璃化溫度以上、熔點以下的適當溫度范圍內(高彈態下),通過縱拉機與橫拉機時,在外力作用下,先后沿縱向和橫向進行一定倍數的拉伸,從而使分子鏈或結晶面在平行于薄膜平面的方向上進行取向而有序排列,然后在拉緊狀態下進行熱定型,使取向的大分子結構固定,然后經過高分子導電液/永久抗靜電劑涂層處理,最后經冷卻及后續處理便可制得永久抗靜電透明薄膜。
????????適用于雙向拉伸生產的塑料薄膜主要包括聚酯、聚丙烯、聚酰胺、聚苯乙烯和聚酰胺薄膜等。 拉伸使聚合物中的高分子鏈沿作用力方向發生排列取向,從而達到調節、改善高分子聚合物的聚集態結構,得到我們預期的各種物理化學性能。拉伸可分為單軸拉伸和雙軸拉伸兩種,前者使鏈沿一個方向進行取向排列。
????????雙向拉伸薄膜的共同特點是拉伸強度高,挺括性好,透明性高,耐高低溫性好,絕緣性能好,阻隔性高,無毒無味。非常適合于食品及高檔商品的包裝,同時也被大量用于電子工業產品,感光膠片、磁帶基材,尤其光學薄膜等是一種性能優秀的材料。
????????薄膜經過雙向拉伸>在線防靜電涂布,除了發生分子取向外,其微觀結構也有較大的變化,使其性能與無拉伸薄膜有著明顯的區別:
????????(1)機械性能。
????????經過雙向拉伸的薄膜,其拉伸強度、彈性模量可提高幾倍,而且其沖擊強度,對于PP、PVC、PET拉伸膜,它與沒有拉伸的薄膜具有明顯的區別,特別是在低溫下,其沖擊強度也未降低,即其耐寒性能優良,而在高溫下,其性能也未變差,這使得雙向拉伸膜的使用溫度范圍很廣。
????????(2)熱性能。
????????熱收縮性能是雙向拉伸膜的特性,利用這二點使其薄膜可用于收縮包裝。為了使薄膜具有低溫收縮性,使用同時雙向拉伸的管膜法特別有利。這是因為在雙向拉伸下可增加其微觀結構,而且膜泡是直接冷卻并處于拉伸狀態下。
????????(3)光學性能。
????????薄膜經過雙向拉伸,其透明性、光澤都提高,特別是由于不會形成球晶結構,增加了薄膜的折射率,因而具有不因摩損而使光澤和透明性降低的特點。
????????(4)電性能。
????????擊穿電壓、體積電阻率等電性能,在雙向拉伸薄膜中都有不同程度的提高。有時,伴隨發生靜電問題。
????????(5)氣密性。
????????結晶聚合物生產的薄膜經過雙向拉伸,其水蒸汽、氧氣或其它氣體的透過率都減少1/3~1/2,這一點在食品包裝行業尤為重要。
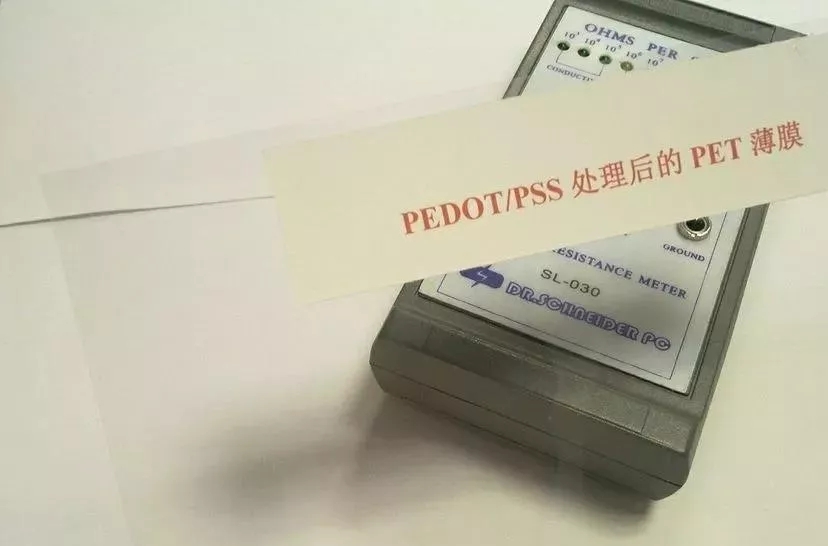
????????(6) 抗靜電性
????????采用持久長效高分子透明導電液在線涂布處理過后,使製品表面均勻涂有永久防靜電涂層,直接作用于表面,不影響透明度、抗靜電效果更出色!
 ?
?????????二、技術發展趨勢
????????過去20年,中國雙向拉伸薄膜生產發展很快,企業整體技術水平和生產規模在國際同行中已有一定的競爭能力。比如連續聚合PET熔體直接拉膜工藝,拉膜速度達到400m/min、幅寬可達9m,領先企業的生產能力已超過10萬噸水平。國內各種塑料薄膜大小雙拉生產線已有數百條之多。
????????目前,國內雙拉生產線也在崛起,也有幾家可以自主設計、制造薄膜雙拉生產線,但生產線規模和技術水平還有一定的差距。 個人認為,今后雙向拉伸薄膜技術的發展方向具有以下特點:
????????1、向薄型膜、厚型膜發展
????????3μ以下或150-300μ的厚膜有相當大的發展空間,特別是厚膜的應用范圍在不斷擴大,如液晶顯示器及等離子顯示裝置的保護屏膜對PET厚膜需用量相當大,值得關注。 太陽膜、防爆膜在汽車和建筑物方面的應用也日益廣泛,也使得厚膜市場極其廣闊。
????????2、向多層共擠拉伸發展
????????為了提高薄膜的綜合性能,現在雙拉生產線多采用A/B/A、A/B/C甚至更多層的結構。采用多層共擠可以生產多功能的、滿足不同用途的薄膜,如熱封膜、高阻隔膜、抗紫外線輻射膜等。
????????3、設計特種薄膜雙拉生產線 鋰離子電池隔膜、光學功能薄膜等高端功能性產品需要對傳統的雙向拉伸技術進行革新,如在線涂布技術、更低張力的牽引系統等等。為了提高下游應用的生產效率,有的廠商更開發了一種矢量拉伸技術,使得分子鏈呈45度角取向。
????????4、智能制造
????????數據采集、分析能力不斷提升,主流的裝備制造商為適應企業ERP系統和提升工藝過程控制能力,生產線的數據采集分析功能不斷完善,目前大部分新建裝置都已配有完備的MES、PCS系統,并通過上下工藝過程的數據比對分析,實現加工工藝過程的智能診斷。
 ?
?????????比如:通過對不同位置的連續測厚儀采集海量的過程數據進行比對分析,可以實現對擠出、鑄片和拉伸等關鍵工藝過程的缺陷診斷。
????????距離智能工廠(無燈車間)近一步之遙:本質而言,雙向拉伸工藝是一個不算復雜的流程制造過程,目前主生產線、配套設備和公共工程設施各自的自動化程度已經很高,我們只需要對關鍵幾個工序進行革新,建立新的工藝規程和標準,相信實現智能化無人工廠并不困難,現在只是看誰能成功邁出這關鍵的一步。
