
新聞中心
聯系我們
手 機:17898826917
郵 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉賢區南橋鎮國順路936號5幢
別錯過!常用塑料工藝大全,80%的人都不知道的干貨~
常用塑料的簡易燃燒鑒別方法
對于普通的塑料品種利用燃燒方法即可比較準確鑒別。燃燒時的火焰顏色、氣味以及離火后的狀態等可以作為鑒別的根據。
下表為一些常用塑料的燃燒特征。
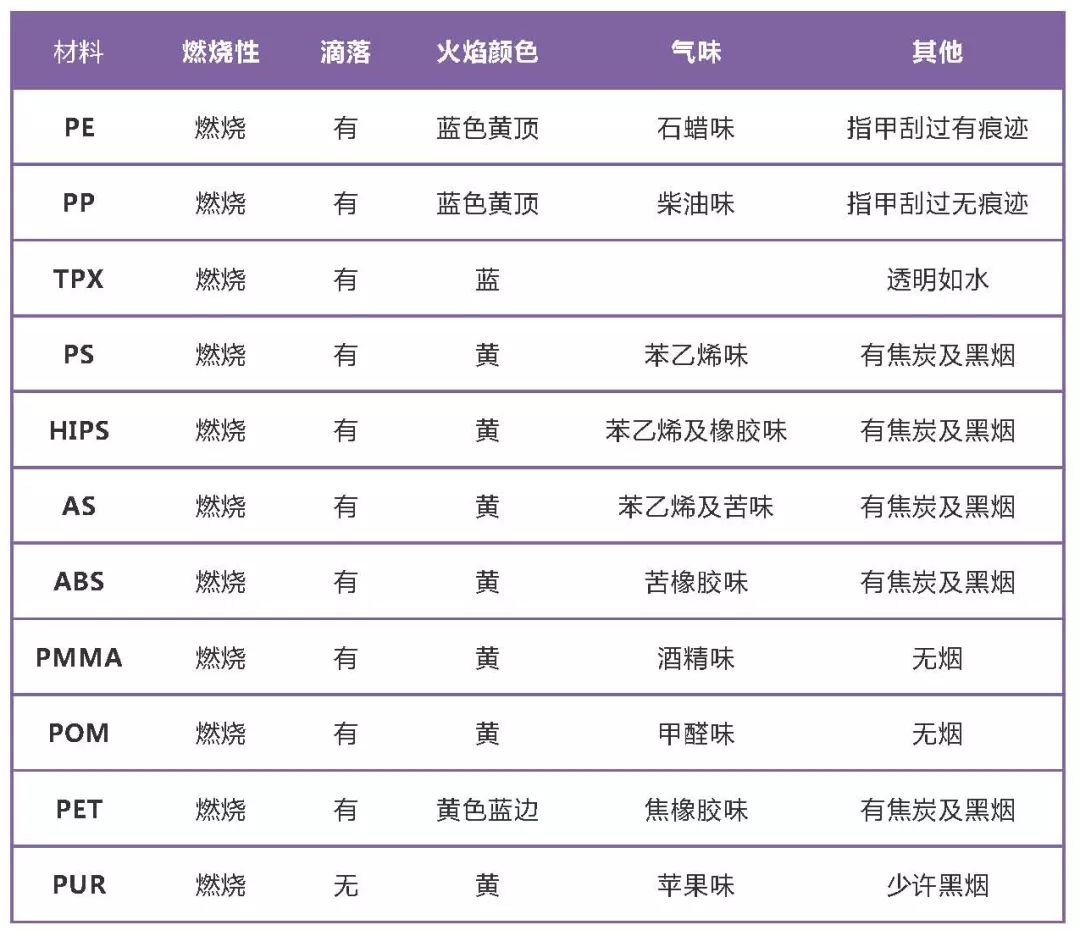
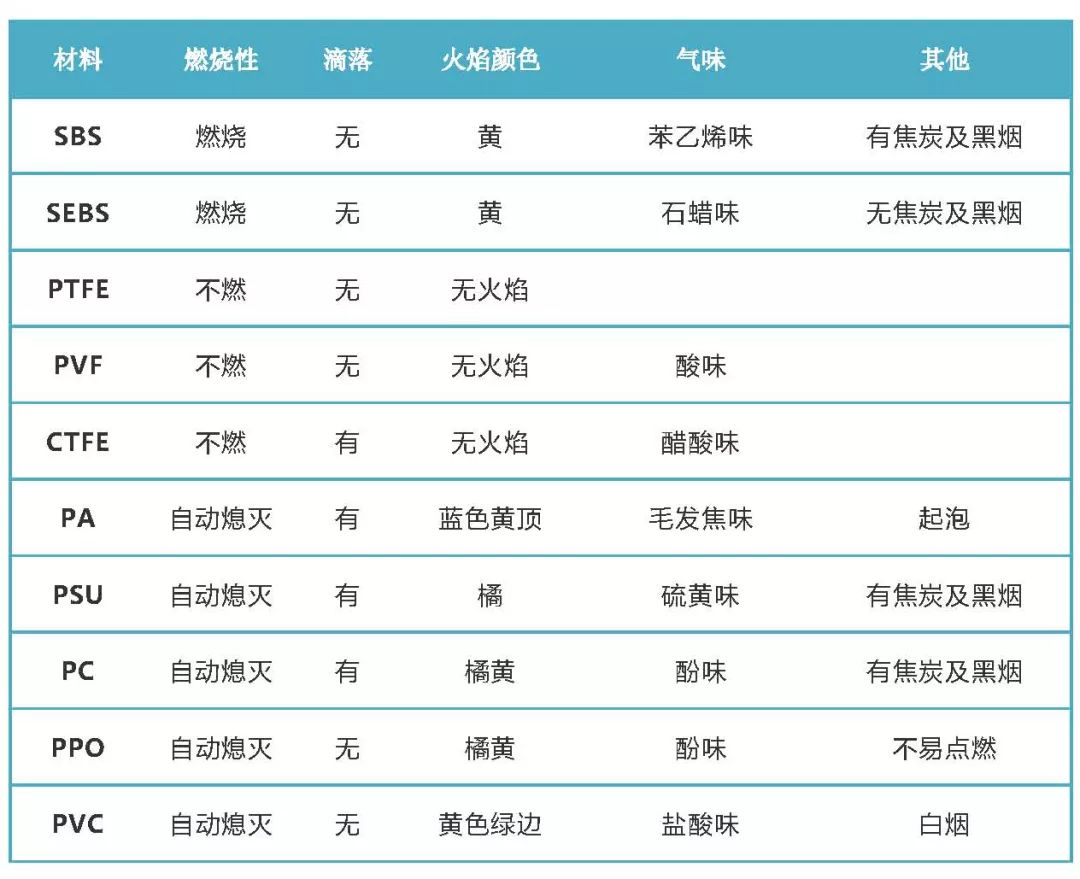
對于有些改性品種,其燃燒特征已經改變,須在實踐中反復驗證確定。
塑料造粒之7種常見切粒問題及解決方案
之前,給大家介紹過擠出造粒過程中常見的五大問題及對策。今天,小編將以線料切粒與水下切粒兩種工藝為出發點,再為您分析常見的7種切粒問題及相應的解決方案,并為您的切粒生產線能持續大量生產出優質產品提供一些建議。
01
連粒問題
連粒是指一系列粒子彼此相連的情形,即在某些情況下,粒子之間通過薄膜端面對端面或者以切向的方式連接在一起。在加工過程中,幾個工藝問題可能獨自或共同導致此種現象的發生。
加工水太熱就是造成連粒的一個原因,在此情況下,應該降低水溫以給予粒子表面足夠的淬冷。
水流速度過低也是引起連粒的一個原因,它會導致粒子切粒室速度減慢,進而出現粒子團聚。
如果模頭的孔眼距離過近,在加工過程中出口膨脹將會造成粒子觸碰,其解決方法就是采用大間距、孔數少的模頭替換現有模頭。
02
拖尾問題
所謂拖尾,就是粒子邊緣有些突出,切割邊緣就像曲棍球桿的形狀,它看起來像一個位于切口底部的污染物或者撕扯物。
其產生的原因是,切割裝置在此處沒能進行干脆利落的切割。一般情況下,從線料切粒機出來的正確切割粒子應該是一個直角圓柱體,從水下切粒機出來的正確切粒應該是一個近乎完美的球形。
通常,不容易出現料末的材料也會因為拖尾而產生料末。假定所有的加工參數都經過了檢查,拖尾一般可能被診斷為切割問題。
對于線料切粒生產線而言,其解決方法是更換滾刀與底刀以提供嶄新且鋒利的切刃;或按照制造商手冊規定的數值重新確定設備間距。
對于水下切粒線而言,需要檢查模板與刀刃,以確保沒有刻痕,因為刻痕和溝槽常常引起拖尾。
03
料末問題
對于許多結晶性材料而言,如通用聚苯乙烯,料末似乎是一種常見且特有的危害。它們之所以成為加工商需要面對的問題,是因為它們會改變材料的體積密度,在擠出機機筒中降解或燒焦,為輸送過程帶來麻煩。樹脂生產商的主要目標是生產均一的粒形,即具有既定的長度和直徑,沒有來自料末或外來物質的污染。
針對此問題,可通過調節設備并控制一些重要的工藝參數,達到減輕料末的目的。當進入切刀時,線料生產線的溫度應盡可能接近材料的維卡軟化點,以確保線料盡可能受到熱切,從而避免破裂。
針對特定的聚合物,選擇帶有適當切粒角度的滾刀,在減少料末方面發揮著重要作用。對于未填充聚合物,應盡量使用司太立合金鋼或工具鋼滾刀,并使滾刀和底刀刀口保持鋒利,以避免弄碎聚合物。對于切粒之后的后續設備,無論加壓還是真空設備,都要避免裹入空氣。
對于水下切粒線,要確保在加工過程中保持足夠的頂住模面的刀壓,并適當調節切粒后的停留時間,以確保粒子進入干燥機時是熱的。
04
底刀破裂問題
切粒設備的底刀是一種堅硬的碳化鋼片,在其適當位置上焊有因瓦合金,能使它通過螺紋安裝到支架上。通常,底刀的刀刃轉動后就會出現底刀破裂的現象,對此,可采取適當措施來避免這種問題,在此過程中需要仔細遵照制造商設備手冊上推薦的辦法進行。
在此,需要特別強調的一點是,有螺紋的因瓦合金芯棒是通過銀焊固定到位的,它有一個剪切限制,容易在安裝時被過大的轉矩破壞。另外,在旋轉或安裝中,破裂的底刀易發生移位,并會在切粒機中飛散,破壞滾刀的刀刃,提高維修費用。
05
收縮空隙問題
收縮空隙和空心粒料表明線料的回火不恰當。收縮空隙輕微時可能只是粒子端面上的一個小坑,而嚴重時可能會產生空心粒子,就像調酒棒一樣,這種現象出現的情況是,線料的芯部溫度接近熔融狀態,且線料被切粒后馬上收縮。而得到正確回火的線料,其界面的溫度梯度會保持恒定,且其被切割時對冷卻介質(空氣或水)沒有響應。
收縮空隙出現的具體原因是,當加工水對特定的聚合物太冷時,線料的外表層冷凍住,產生了一個硬殼,而把熱量留在了線料芯部;另外,線料在空氣或水中沒有足夠的浸泡時間,導致線料芯部的熱量不能轉移到線料表面,從而無法進行良好的截面冷卻。
水下切粒生產的粒子,由于熔體中存在被困的揮發物,也會出現收縮空隙,一種有效的預防措施是檢查擠出機上的真空孔。
06
線料漂移問題
線料漂移是線料在喂入平臺上存在的向一邊集束的傾向狀態,它會引起料粒質量變差、存在細長條和加工紊亂等問題。
如果切粒機切割平面沒有平行于擠出機擠條模板,那么線料將會出現向左邊或右邊擁擠的趨勢,最終導致線料漂移。
另外,造成線料漂移的其他原因還包括下喂入輥與刮刀的間隙不恒定、下喂入輥的直徑不一致等。
07
線料控制問題
細長條是切粒機生產出的一類非正常的產品,顧名思義,其長度比常規粒子尺寸長,長出的尺寸通常在幾英寸范圍內變動。細長條(也稱為斜角切割粒子)的出現表明線料喂入滾刀時的線料姿態控制不好,具體而言是由于線料在喂入滾刀時并非處于垂直角度,因此在切割時,線料末端將出現一個傾斜角度。
喂入輥(咬入點)和滾刀(切割點)之間的距離稱為壓進距離,在這個跨度上沒有任何東西用以控制線料。切粒機不同于木板刨床,如果喂入輥安裝不正,或者工況差,那么塑料線料將不會以垂直于切割面的角度喂入到切割裝置中,如此一來,線料開始彼此交叉,引起切割質量的進一步惡化,最終產生嚴重問題。交叉的線料將迫使兩個喂入輥彼此分開,使線料失去張力,進而導致線料暫時垂落,使線料偏向喂入輥的兩邊。出現上述問題的預警信號是,上喂入輥處于糟糕的工況,存在溝槽、裂紋或者變色(老化或熱導致的硬化)等現象。
其他線料控制方面的常見問題還包括:下喂入輥磨損,這將引起牽引力的損失;不正確的線料淬火工藝,這將會導致線料象蛇一樣劇烈彎曲;還有磨損的線料模板,它將產生各種直徑不同的線料。不僅如此,制造商們還要警惕極端磨損的滾刀和頂住線料的底刀,因為底刀負責把線料推到切割點,防止切刀在超高轉速下運轉,因為這種超高轉速會引起線料搖擺。
在水下切粒系統中,細長條產生的主要原因是由于喂入速度與切刀速度不匹配,在此情況下,需要增加切刀速度來匹配喂入速度,或者減小喂入速度來匹配切刀速度。另外,在加工過程中還要確保切割刀頭上有足夠的刀片,以保證粒子具有正確的幾何形狀,并檢查是否有模孔發生聚合物料流的慢動或阻塞。
PVC制品中增塑劑的遷移機理、影響因素及抑制方法
PVC制品中增塑劑的遷移擴散會導致制品出現發黃、變硬、變脆等現象,影響制品使用性能。更為嚴重的是,用量最大的鄰苯二甲酸酯類(PAEs)增塑劑具有潛在的致癌風險,從PVC制品中遷出后存在危害人類健康、污染環境等問題。因此,研究PVC制品中增塑劑遷移機理及抑制方法,對抑制遷移的發生及開發非遷移性PVC制品具有重要的意義。
增塑劑遷移機理
增塑劑與PVC分子之間作用力為較弱的范德華力和氫鍵,在加工和使用時增塑劑容易向外界發生遷移擴散。
增塑劑的遷移擴散方式主要有四種:
①從PVC制品表面揮發至大氣中;
②被PVC制品接觸的液相抽出;
③向PVC制品接觸的固體或半固體物質中發生遷移擴散;
④在壓力作用下由PVC制品中滲出。
增塑劑的遷移擴散主要經歷三個階段:增塑劑向內表面擴散,在內表面形成“橫臥”狀態,擴散離開制品表面。
增塑劑的遷移擴散可視為聚合物中小分子物質的傳遞,是在聚合物鏈段間的空隙進行遷移。聚合物分子鏈段通常包括線型、支鏈型及交聯型,而鏈段間又會產生排列和堆砌,因此,聚合物內部空間網絡結構極其復雜,同時存在晶區與非晶區。非晶區多為無定形形式,鏈段間空隙多于晶區,因此,小分子在晶區的遷移擴散速度低于非晶區。晶區、非晶區、分子鏈段形態會隨溫度等外界條件的變化而發生變化。
2
增塑劑遷移影響因素
影響增塑劑在PVC制品中遷移擴散的因素主要有溫度、PVC制品特性、增塑劑分子特性、增塑劑含量、介質等。
①溫度:溫度能夠顯著影響擴散的發生,溫度越高,原子熱激活能越大,遷移越容易發生。
②PVC制品特性:主要體現在鏈段自由體積和鏈段運動特性。當增塑劑分子移動所需最小自由體積小于高分子鏈段自由體積時,增塑劑分子能夠擴散通過該高分子鏈段。PVC中自由體積越大,增塑劑分子越容易發生遷移。PVC分子鏈段不飽和度越高,運動性越強,增塑劑越容易發生擴散。
③增塑劑分子特性:增塑劑的相對分子質量直接影響其遷移能力,相對分子質量越大,在PVC制品中越難發生擴散。當增塑劑分子體積相同時,扁平或長形分子的增塑劑要比球形分子的增塑劑易于發生擴散。
④增塑劑含量:其它條件相同時,增塑劑含量越大,遷移越容易發生。
⑤介質:一般來說,增塑劑被油相溶劑抽出較易,被水相抽出較難。
3
增塑劑遷移抑制方法
為了抑制增塑劑遷移擴散過程的發生,抑制增塑劑遷移的方法有PVC表面處理、PVC接枝改性、與高分子增塑劑共混、加入納米粒子、加入蒙脫土、有機溶劑浸泡、與PVC形成共價鍵、增塑劑改性等。
(1)PVC表面處理
①表面交聯。
對PVC表面進行交聯,可減少PVC鏈段間的空隙,從而抑制增塑劑的遷移擴散。PVC表面交聯可形成二維交聯網狀結構,對增塑劑分子形成“牽拉”、“包裹”作用,阻礙增塑劑的遷移擴散。交聯改性的方法通常是將PVC與疊氮化物、硫化鈉等反應,進行等離子處理,或進行紫外光照射。
②表面涂層。
為了減少聚合物內增塑劑的遷移和抽出,可以采用在聚合物表面包覆一層非遷移物質的方法。將Cl原子被取代的改性PVC溶解在有機溶劑中,將其涂在軟質PVC制品表面,通過加熱或紫外光照射使涂層固化,采用該方法形成一層30μm的薄層就可以阻止增塑劑的遷移。
(2)PVC接枝改性
對PVC接枝改性可將PVC分子鏈與其它功能鏈通過分子鍵連接起來,限制或減少PVC鏈段運動,減少增塑劑的遷移擴散。β–環糊精(β–CD)是由7個吡喃葡萄糖分子連接形成的環狀化合物,具有圓臺形空腔結構,兩端由于羥基存在具有親水性,空腔內由于C—H鍵存在具有疏水性,疏水性的空腔結構可吸附并包埋增塑劑分子,從而抑制增塑劑的遷移。同時,接枝后β–CD形成的彎曲通道可抑制增塑劑的遷移。添加β–CD技術簡單,但與PVC相容性較差,配伍不均勻。
(3)與高分子增塑劑共混
有些高分子材料與PVC共混時,和PVC具有良好的相容性,可以降低PVC的玻璃化轉變溫度,提高柔性,起到與小分子增塑劑類似的作用,可看作是PVC的高分子增塑劑。同時,該類增塑劑分子量較高,通常大于1000,與小分子增塑劑相比具有良好的耐遷移性和耐低溫性,又稱為永久型增塑劑。高分子增塑劑一般價格昂貴,加入后會降低PVC制品透明度,同時,高分子增塑劑存在塑化效率不足的問題,與小分子增塑劑復配后能夠增強塑化效率。
高分子增塑劑主要有三類,分別是聚酯、乙烯共聚物及彈性體。聚酯增塑劑由飽和二元酸和二元醇縮聚而成,分子量在800~8000。聚酯增塑劑與小分子增塑劑復配后,能夠吸引和固定小分子增塑劑,阻止其向PVC表面擴散。乙烯共聚物主要有乙烯–乙酸乙烯酯共聚物、乙烯–丙烯酸共聚物、乙烯–一氧化碳–乙酸乙烯酯共聚物(Elvaloy)等。Elvaloy為杜邦公司產品,具有優良的增塑效果。丁腈橡膠(NBR)是一種彈性體增塑劑,NBR與DOP復配后,能夠減少DOP的遷移。
(4)加入納米粒子
納米粒子比表面積大,表面原子多,表面原子周圍缺少相鄰原子,有較多懸空鍵,具有不飽和性,易吸附其它物質,如極性小分子增塑劑。同時,納米粒子在PVC中本身不易遷移,可對PVC分子鏈及增塑劑分子的運動起到阻礙作用。因此,在PVC中加入納米粒子能夠減少增塑劑的遷移。
加入納米粒子技術簡單,成本低,但會降低增塑劑遷移效率,并且可能會降低PVC制品耐水性、透明性和力學性能等。
(5)加入蒙脫土
蒙脫土是一種含水硅鋁酸鹽粘土,具有獨特的片層結構,片層厚度約l nm。蒙脫土經過有機改性處理后,片層間層間距增大,將蒙脫土與PVC混煉,可以使蒙脫土片層以單片的形式分散在PVC中,片層結構可以對增塑劑分子形成“迷宮通路”,阻礙增塑劑的遷移,從而起到抑制增塑劑遷移的作用。
然而,蒙脫土的加入會增加PVC加工難度,同時不利于PVC熱穩定性。
(6)有機溶劑浸泡
增塑劑在PVC中的遷移擴散是通過PVC鏈段間的空隙進行的,含有增塑劑的PVC可看作處于橡膠態,PVC分子鏈段柔軟;當PVC中不含增塑劑時,可看作處于玻璃態,PVC分子鏈結構致密,沒有空隙。將PVC制品短時間浸泡在有機溶劑中時,PVC制品表面增塑劑先遷移至有機溶劑中,形成兩層不含增塑劑的玻璃態“結晶薄層”,PVC內部的增塑劑再向溶劑遷移時,遇到“結晶薄層”的阻擋,遷移擴散速度減慢。
(7)與PVC形成共價鍵
PVC分子鏈與增塑劑分子之間無化學鍵存在,相互作用弱,在加工及使用過程中,增塑劑容易發生遷移擴散。如果將增塑劑分子接枝到PVC分子鏈上形成共價鍵,使增塑劑成為PVC的一部分,就可以有效避免增塑劑的遷移擴散,一般是將小分子增塑劑親核取代PVC分子鏈上的Cl。
(8)增塑劑改性
為了降低或消除小分子增塑劑滲出,可以對小分子增塑劑進行改性處理,以增大小分子增塑劑的極性或分子量。常用的方法有向增塑劑中引入Cl原子、氯化原位接枝、在小分子增塑劑上接枝大分子基團等方法。利用自由基取代連鎖反應,將Cl引入脂肪酸甲酯中,得到氯代甲氧基脂肪酸甲酯,改善了增塑劑與PVC的相容性和耐遷移性,且具有一定的阻燃性能。
