
新聞中心
聯系我們
手 機:17898826917
郵 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉賢區南橋鎮國順路936號5幢
華為新機的攝像頭竟然是“塑料”做的
????????最近,微博上網友在拆解華為新機榮耀9X Pro時,發現升降前置攝像頭是“塑料”做的,引發了關于華為手機質量的討論。
????????普通人對新型材料的認知,不像塑料業內人士想象的那么樂觀。
????????實質上這樁關于榮耀9X攝像頭使用“塑料”材質的新聞事件,在這個塑料工藝飛速發展的時代,體現了市場、制造商和民眾等不同角色在當下的不同反應。

????????雖然互聯網和新媒體上有刻意引導之嫌,但吃瓜群眾們的反應,體現了民眾對本來用作垃圾袋的“塑料材料”,現在竟然用在手機攝像頭上的不理解和不信任。
????????實際情況是,塑料是一個很大的品類。通過攝像頭是否塑料材質,來判斷產品好壞,是一種非常原始的觀念。
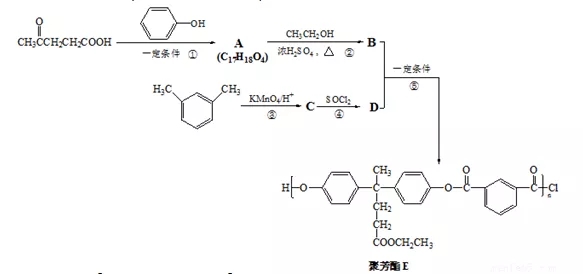
????????因為,除了我們日常生活里的通用塑料,還有一大門類是工程塑料。此次事件中,榮耀9X Pro的前置攝像頭,使用的材質屬于工程塑料中的工業尼龍塑料。
????????當下,工程塑料能夠替代金屬的例子比比皆是。從汽車、建筑到高鐵甚至航天器,都有工程塑料的影子。
????????比如,電風扇的扇葉早已普遍從金屬變成塑料材質,600千瓦的風力發電機的扇葉長約20米,里面填充的也是塑料材質。因為塑料質量更輕、使用體驗更好。
????????從設計端看,工程塑料完全不代表質量有問題。這種材料不但成本可控、重量輕,強度、耐磨也都遠超通用塑料。配合金屬材質的承重,不會影響手機使用壽命。
????????相反,制造商對新材料的應用,很多時候還能降低成本、提升質量,給市場端帶來更好的產品體驗和更實惠的價格。
????????可以說,不論網絡大V們怎么用“塑料”這樣的詞匯刺激市場神經,試圖把人們帶回到上世紀進行“認知返祖”,但產品和技術的迭代永不停歇。
????????
????????只有在工業不發達的年代,人們才會堅定的認為攝像頭用塑料材質不是好產品,就像“鋼盆”、“搪瓷碗”是那個年代才會出現的特有詞匯。
????????互聯網上的誤導性宣傳或許能一時刺激消費者,但手機使用者的真實體驗才會迭代出正確的認知。
????????一款產品,材料多種多樣,大多數構件普通消費者聞所未聞,同樣也不能用“材料”來判斷產品質量。
????????今天市場記住的是:“好空調格力造”和“榮耀5X擋子彈”,沒有用材料定義這些產品,這是理性的。不同品牌的研發設計、生產工藝和品控標準,才決定了消費者拿到手的產品質量。
????????分析完用塑料做攝像頭的華為手機,我們再來看看還有哪些上天入地的神奇塑料,出現并在改變著人們的生活。
????????
 ?
?????????
????????以下是由廢塑料新觀察(ID:CSPA-SMS)整理的有關塑料的部分干貨,以饗讀者。
????????ABS塑料(丙烯腈-丁二烯-苯乙烯)
????????英文名稱:Acrylonitrile Butadiene Styrene
 ?
?????????比重:1.05克/立方厘米 成型收縮率:0.4-0.7% 成型溫度:200-240℃ 干燥條件:80-90℃ 2小時。
????????物料性能:1、綜合性能較好,沖擊強度較高,化學穩定性,電性能良好。2、與372有機玻璃的熔接性良好,制成雙色塑件,且可表面鍍鉻,噴漆處理.。3、有高抗沖、高耐熱、阻燃、增強、透明等級別。4、流動性比HIPS差一點,比PMMA、PC等好,柔韌性好。
????????適于制作一般機械零件,減磨耐磨零件,傳動零件和電訊零件.
????????成型性能:1、無定形料,流動性中等,吸濕大,必須充分干燥,表面要求光澤的塑件須長時間預熱干燥80-90度,3小時。2、宜取高料溫,高模溫,但料溫過高易分解(分解溫度為>270度)。對精度較高的塑件,模溫宜取50-60度,對高光澤,耐熱塑件,模溫宜取60-80度。3、如需解決夾水紋,需提高材料的流動性,采取高料溫、高模溫,或者改變入水位等方法。4、如成形耐熱級或阻燃級材料,生產3-7天后模具表面會殘存塑料分解物,導致模具表面發亮,需對模具及時進行清理,同時模具表面需增加排氣位置。
????????PS塑料(聚苯乙烯)
????????英文名稱:Polystyrene
 ?
?????????比重:1.05克/立方厘米 成型收縮率:0.6-0.8% 成型溫度:170-250℃
????????物料性能:電絕緣性(尤其高頻絕緣性)優良,無色透明,透光率僅次于有機玻璃,著色性耐水性,化學穩定性良好;強度一般,但質脆,易產生應力脆裂,不耐苯、汽油等有機溶劑。
????????適于制作絕緣透明件、裝飾件及化學儀器、光學儀器等零件。
????????成型性能:1、無定形料,吸濕小,不須充分干燥,不易分解,但熱膨脹系數大,易產生內應力。流動性較好,可用螺桿或柱塞式注射機成型。2、宜用高料溫,高模溫,低注射壓力,延長注射時間有利于降低內應力,防止縮孔、變形。3、可用各種形式澆口,澆口與塑件圓弧連接,以免去除澆口時損壞塑件、脫模斜度大,頂出均勻,塑件壁厚均勻,最好不帶鑲件,如有鑲件應預熱。
????????PMMA塑料(有機玻璃,聚甲基丙烯酸甲脂)
????????英文名稱:Polymethyl Methacrylate
 ?
?????????比重:1.18克/立方厘米 成型收縮率:0.5-0.7% 成型溫度:160-230℃ 干燥條件:70-90℃ 4小時
????????物料性能:透明性極好,強度較高,有一定的耐熱耐寒性,耐腐蝕,絕緣性良好,綜合性能超過聚苯乙烯,但質脆,易熔于有機溶劑,如作透光材料,其表面硬度稍低,容易擦花,適于制作透明絕緣零件和強度一般的零件。
????????成型性能:1、無定形料,吸濕大,需干燥,不易分解,流動性中等,易發生填充不良,粘模,收縮,熔接痕等。2、宜高壓注射,在不出現缺陷的條件下取高料溫,高模溫,以增加流動性,降低內應力,改善透明性及強度。模具澆注系統表面應光潔,脫模斜度大,頂出均勻,同時設排氣口,以防出現起泡。
????????POM塑料(聚甲醛)
????????英文名稱:Polyoxymethylene(Polyformaldehyde)
 ?
?????????比重;1.41-1.43克/立方厘米 成型收縮率;1.2-3.0% 成型溫度:170-200℃ 干燥條件:80-90℃ 2小時
????????物料性能:綜合性能較好,強度、剛度高,減磨耐磨性好,吸水小,尺寸穩定性好,但熱穩定性差,易燃燒,在大氣中暴曬易老化。適于制作減磨耐磨零件,傳動零件,以及化工,儀表等零件。
????????成型性能:1、結晶料,熔融范圍窄,熔融和凝固快,料溫稍低于熔融溫度即發生結晶,流動性中等。吸濕小,可不經干燥處理。2、摩擦系數低,彈性好,塑件表面易產生皺紋花樣的表面缺陷。3、極易分解,分解溫度為240度,分解時有刺激性和腐蝕性氣體發生,故模具鋼材宜選用耐腐蝕性的材料制作。
????????PP塑料(聚丙烯)
????????英文名稱:Polypropylene
 ?
?????????比重:0.9-0.91克/立方厘米 成型收縮率:1.0-2.5% 成型溫度:160-220℃
????????物料性能:密度小,強度剛度,硬度耐熱性均優于低壓聚乙烯,可在100度左右使用。具有良好的電性能和高頻絕緣性不受濕度影響,但低溫時變脆,不耐模易老化,適于制作一般機械零件,耐腐蝕零件和絕緣零件。
????????成型性能:1、結晶料,吸濕性小,易發生融體破裂,長期與熱金屬接觸易分解。2、流動性好,但收縮范圍及收縮值大,易發生縮孔、凹痕、變形。3、冷卻速度快,澆注系統及冷卻系統應緩慢散熱,并注意控制成型溫度。料溫低方向方向性明顯,模具溫度低于50度時,塑件不光滑,易產生熔接不良、留痕,90度以上易發生翹曲變形。4、塑料壁厚須均勻,避免缺膠、尖角,以防應力集中。
????????PE塑料(聚乙烯)
????????英文名稱:Polyethylene
 ?
?????????比重:0.94-0.96克/立方厘米 成型收縮率:1.5-3.6% 成型溫度:140-220℃
????????物料性能:耐腐蝕性,電絕緣性(尤其高頻絕緣性)優良,可以氯化,輻照改性,可用玻璃纖維增強。低壓聚乙烯的熔點,剛性,硬度和強度較高,吸水性小,有良好的電性能和耐輻射性;高壓聚乙烯的柔軟性,伸長率,沖擊強度和滲透性較好,超高分子量聚乙烯沖擊強度、耐疲勞、耐磨。
????????低壓聚乙烯適于制作耐腐蝕零件和絕緣零件;高壓聚乙烯適于制作薄膜等;超高分子量聚乙烯適于制作減震,耐磨及傳動零件。
????????成型性能:1、結晶料,吸濕小,不須充分干燥,流動性極好流動性對壓力敏感,成型時宜用高壓注射,料溫均勻,填充速度快,保壓充分。不宜用直接澆口,以防收縮不均,內應力增大,注意選擇澆口位置,防止產生縮孔和變形。2、收縮范圍和收縮值大,方向性明顯,易變形翹曲。冷卻速度宜慢,模具設冷料穴,并有冷卻系統。3、加熱時間不宜過長,否則會發生分解、灼傷。4、軟質塑件有較淺的側凹槽時,可強行脫模。5、可能發生融體破裂,不宜與有機溶劑接觸,以防開裂。
????????PVC塑料(聚氯乙烯)
????????英文名稱:Poly(Vinyl Chloride)
 ?
?????????比重:1.38克/立方厘米 成型收縮率:0.6-1.5% 成型溫度:160-190℃
????????物料性能:力學性能,電性能優良,耐酸堿力極強,化學穩定性好,但軟化點低。適于制作薄板,電線電纜絕緣層,密封件等。
????????成型性能:1、無定形料,吸濕小,流動性差。為了提高流動性,防止發生氣泡,塑料可預先干燥。模具澆注系統宜粗短,澆口截面宜大,不得有死角,模具須冷卻,表面鍍鉻。2、極易分解,在200度溫度下與鋼。銅接觸更易分解,分解時逸出腐蝕,刺激性氣體,成型溫度范圍小。3、采用螺桿式注射機噴嘴時,孔徑宜大,以防死角滯料,好不帶鑲件,如有鑲件應預熱。
????????PA塑料(聚酰胺,尼龍)
????????英文名稱:Polyamide
 ?
?????????比重:PA6-1.14克/立方厘米 PA66-1.15克/立方厘米 PA1010-1.05克/立方厘米 成型收縮率:PA6-0.8-2.5% PA66-1.5-2.2% 成型溫度:220-300℃ 干燥條件:100-110℃ 12小時
????????物料性能:堅韌,耐磨,耐油,耐水,抗酶菌,但吸水大。
????????尼龍6彈性好,沖擊強度高,吸水較大;尼龍66性能優于尼龍6,強度高,耐磨性好;尼龍610與尼龍66相似,但吸水小,剛度低;尼龍1010半透明,吸水小,耐寒性較好。
????????適于制作一般機械零件,減磨耐磨零件,傳動零件,以及化工,電器,儀表等零件。
????????成型性能:1、結晶料,熔點較高熔融溫度范圍窄,熱穩定性差,料溫超過300度、滯留時間超過30min即分解。較易吸濕,需干燥,含水量不得超過0.3%。2、流動性好,易溢料,宜用自鎖時噴嘴,并應加熱。3、成型收縮范圍及收縮率大、方向性明顯、易發生縮孔、變形等。4、模溫按塑件壁厚在20-90度范圍內選取,注射壓力按注射機類型、料溫、塑件形狀尺寸、模具澆注系統選定,成型周期按塑件壁厚選定。樹脂粘度小時,注射、冷卻時間應取長,并用白油作脫模劑。5、模具澆注系統的形式和尺寸,增大流道和澆口尺寸可減少縮水。
????????PC塑料(聚碳酸脂)
????????英文名稱:Polycarbonate
 ?
?????????比重:1.18-1.20克/立方厘米 成型收縮率:0.5-0.8% 成型溫度:230-320℃ 干燥條件:110-120℃ 8小時
????????物料性能:沖擊強度高,尺寸穩定性好,無色透明,著色性好,電絕緣性、耐腐蝕性、耐磨性好,但自潤滑性差,有應力開裂傾向,高溫易水解,與其它樹脂相溶性差。適于制作儀表小零件、絕緣透明件和耐沖擊零件。
????????成型性能:1、無定形料,熱穩定性好,成型溫度范圍寬,流動性差。吸濕小,但對水敏感,須經干燥處理。成型收縮率小,易發生熔融開裂和應力集中,故應嚴格控制成型條件,塑件須經退火處理。2、熔融溫度高,粘度高,大于200g的塑件,宜用加熱式的延伸噴嘴。3、冷卻速度快,模具澆注系統以粗、短為原則,宜設冷料井,澆口宜取大,模具宜加熱。4、料溫過低會造成缺料,塑件無光澤,料溫過高易溢邊,塑件起泡。模溫低時收縮率、伸長率、抗沖擊強度高,抗彎、抗壓、抗張強度低。模溫超過120度時塑件冷卻慢,易變形粘模
????????PPO塑料?(聚苯醚)
????????英文名稱:poly(phenylene oxide)
 ?
?????????比重:1.07克/立方厘米 成型收縮率:0.3-0.8% 成型溫度:260-290℃ 干燥條件:130℃ 4小時
????????物料性能:1、為白色顆粒,綜合性能良好,可在120度蒸汽中使用,電絕緣性好,吸水小,但有應力開裂傾向,改性聚苯醚可消除應力開裂。2、有突出的電絕緣性和耐水性優異,尺寸穩定性好,其介電性能居塑料的首位。3、MPPO為PPO與HIPS共混制得的改性材料,目前市面上的材料均為此種材料。4、有較高的耐熱性,玻璃化溫度211度,熔點268度,加熱至330度有分解傾向,PPO的含量越高其耐熱性越好,熱變形溫度可達190度。5、阻燃性良好,具有自息性,與HIPS混合后具有中等可燃性。質輕,無毒可用于食品和藥物行業。耐旋光性差,長時間在陽光下使用會變色。6、可以與ABS,HDPE,PPS,PA,HIPS、玻璃纖維等進行共混改性處理。
????????用途:1、適于制作耐熱件、絕緣件、減磨耐磨件、傳動件、醫療及電子零件。2、可作較高溫度下使用的齒輪、風葉、閥等零件,可代替不銹鋼使用。3、可制作螺絲、緊固件及連接件。4、電機、轉子、機殼、變壓器的電器零件。
????????成型性能:1、非結晶料、吸濕小。2、流動性差,為類似牛頓流體,粘度對溫度比較敏感,制品厚度一般在0.8毫米以上。極易分解,分解時產生腐蝕氣體。宜嚴格控制成型溫度,模具應加熱,澆注系統對料流阻力應小。3、聚苯醚的吸水率很低0.06%左右,但微量的水分會導致產品表面出現銀絲等不光滑現象,最好是作干燥處理,溫度不可高出150度,否則顏色會變化。4、聚苯醚的成型溫度為280-330度,改性聚苯醚的成型溫度為260-285度。
????????PSU塑料(聚砜)
????????英文名稱:Polysulfone
 ?
?????????比重:1.25-1.35克/立方厘米 成型收縮率:0.5-0.7% 成型溫度:290-350℃ 干燥條件:130-150℃ 4小時
????????物料性能:1、聚砜為琥珀透明固體材料,硬度和沖擊強度高,無毒、耐熱耐寒性耐老化性好,可在-100--175度下長期使用。耐無機酸堿鹽的腐蝕,但不耐芳香烴和鹵化烴。聚芳砜硬度高,耐輻射,耐熱和耐寒性好 并具有自息性,可在-100-175度下長期使用。2、通過玻璃纖維增強改性可以使材料的耐磨性大幅度提高。3、可將聚砜與ABS、聚酰亞氨、聚醚醚酮和氟塑料等制成聚砜的改性產品,主要是提高其沖擊強度和伸長率、耐溶劑性、耐環境性能、加工性能和可電鍍性。如PSF/PBT,PSF/ABS,PSF+礦物粉。
????????用途:1、適于制作耐熱件、絕緣件、減磨耐磨件、儀器儀表零件及醫療器械零件,聚芳砜適于制作低溫工作零件。2、聚砜在電子電器工業常用于制造集成線路板、線圈管架、接觸器、套架、電容薄膜、高性能堿電池外殼。3、聚砜在家用電器方面用于微波烤爐設備、咖啡加熱器、濕潤器、吹風機、布蒸干機、飲料和食品分配器等。也可代替有色金屬用于鐘表、復印機、照相機等的精密結構件。4、聚砜已通過美國醫藥、食品領域的有關規范,可代替不銹鋼制品。由于聚砜耐蒸氣、耐水解、無毒、耐高溫蒸氣消毒、高透明、尺寸穩定性好等特點,可用作手術工具盤、噴霧器、流體控制器、心臟閥、起博器、防毒面具、牙托等。
????????成型性能:1、無定形料,吸濕大,吸水率0.2%-0.4%,使用前須充分干燥,并防止再吸濕,保證含水量在0.1%以下。2、成型性能與PC相似,熱穩定性差,360度時開始出現分解。3、流動性差,冷卻快,宜用高溫高壓成型。模具應有足夠的強度和剛度,設冷料井,流道應短,澆口尺寸取塑件壁厚的1/2-1/3。4、為減小注塑制品產生內應力,模具溫度應控制在100-140度。成型后可采取退火處理甘油浴退火處理,160度,1-5分鐘;或采取空氣浴160度,1-4小時。退火時間取決于制品的大小和壁厚。5、聚砜在熔融狀態下接近于牛頓體,類似于聚碳酸脂,起流動性對溫度比較敏感,在310度-420度內,溫度每升高30度,流動性就增加1倍。故成型時主要通過提高溫度來改善加工流動性。
????????PTFE塑料(聚四氟乙烯)
????????英文名稱:Polytetrafluoro ethylene
 ?
?????????比重:2.1-2.2克/立方厘米 成型收縮率:3.1-7.7% 成型溫度:330-380℃
????????物料性能:1、長期使用溫度-200--260度,有卓越的耐化學腐蝕性,對所有化學品都耐腐蝕,摩擦系數在塑料中最低,還有很好的電性能,其電絕緣性不受溫度影響,有“塑料王”之稱。2、呈透明或半透明狀態,結晶度越高,透明性越差。原料多為粉狀樹脂或濃縮分散液,具有極高的分子量,為高結晶度的熱塑性聚合物。適于制作耐腐蝕件,減磨耐磨件、密封件、絕緣件和醫療器械零件。
????????成型性能:1、結晶料、吸濕小。2、流動性差,極易分解,分解時產生腐蝕氣體。宜嚴格控制成型溫度,模具應加熱,澆注系統對料流阻力應小。3、粉狀樹脂常采用粉末粉末冶金法成型,使用燒結方法。燒結溫度360-380度,不可超過475度。乳液樹脂通常用冷擠出再燒結的工藝加工,可在物品表面形成防腐層。如需要求制品透明性,韌性好,應采取快速冷卻。也可采取擠壓成型,可以擠出管、棒、型材。4、PTFE熔體粘度很高,容體粘度隨剪切應力的增大而減小,顯示其非牛頓流體的特性。
????????5、二次加工,可以熱壓復合、焊接、粘結、增強、機械加工等,以制得最終產品。
????????ASA塑料(丙烯酸-苯乙烯-丙烯睛)
????????英文名稱:Acrylonitrile Styrene acrylate copolymer
 ?
?????????比重:1.05克/立方厘米 成型收縮率:0.4-0.7% 成型溫度:170-230℃ 干燥條件:80-90℃ 2小時
????????物料性能:ASA聚合物是無定形材料,可以采用擠塑和注塑加工制成對氣候影響有極好抵抗力的產品。三元共聚物ASA的機械性能通常類似于ABS樹脂,不同的是ASA的性能受室外氣候的影響要比ABS樹脂小得多。適于制作一般建筑領域、戶外家具、汽車外側視鏡殼體
????????成型性能:1、無定形料,流動性中等,吸濕大,必須充分干燥,表面要求光澤的塑件須長時間預熱干燥80-90度,3小時。2、宜取高料溫,高模溫,但料溫過高易分解(分解溫度為>250度)。對精度較高的塑件,模溫宜取50-60度,對光澤。耐熱塑件,模溫宜取60-80度。3、市場出售的ASA基本樹脂的牌號有:Luran S牌( BASF塑料材料公司);Gelog牌(通用塑料公司);Centrex牌(孟山都公司)。
????????PPS塑料(聚苯硫醚)
????????英文名稱:Phenylene sulfide
 ?
?????????比重:1.36克/立方厘米 成型收縮率:0.7% 成型溫度:300-330℃
????????物料性能:1、電絕緣性(尤其高頻絕緣性)優良,白色硬而脆,跌落于地上有金屬響聲,透光率僅次于有機玻璃,著色性耐水性,化學穩定性良好 。有優良的阻燃性,為不燃塑料。2、強度一般,剛性很好,但質脆,易產生應力脆裂,不耐苯。汽油等有機溶劑,長期使用溫度可達260度,在400度的空氣或氮氣中保持穩定。通過加玻璃纖維或其它增強材料改性后,可以使沖擊強度大為提高,耐熱性和其它機械性能也有所提高,密度增加到1.6-1.9,成型收縮率較小到0.15-0.25%。適于制作耐熱件.絕緣件及化學儀器.光學儀器等零件.
????????成型性能:1、無定形料,吸濕小,但宜干燥后成型。2、流動性介于ABS和PC之間,凝固快,收縮小,易分解,選用較高的注射壓力和注射速度。模溫取100-150度。主流道錐度應大,流道應短。
????????ETFE塑料:(聚四氟乙烯-乙烯共聚物)
????????英文名稱:Polytetrafluoro ethylene
 ?
?????????比重:1.7克/立方厘米 成型收縮率:3.1-7.7% 成型溫度:300-330℃
????????物料性能:1、長期使用溫度-80--220度,有卓越的耐化學腐蝕性,對所有化學品都耐腐蝕,摩擦系數在塑料中最低,還有很好的電性能,其電絕緣性不受溫度影響,其中的聚四氟乙烯有“塑料王”之稱。2、其耐化學藥品性與聚四氟乙烯相似,比偏氟乙烯好。3、其抗蠕變性和壓縮強度均比聚四氟乙烯好,拉伸強度高,伸長率可達100-300%。介電性好,耐輻射性能優異。
????????用途:1、適于制作耐腐蝕件,減磨耐磨件、密封件、絕緣件和醫療器械零件。2、電線、電纜絕緣層,防腐設備、密封材料、泵閥襯套,和化學容器。
????????成型性能:1、結晶料,吸濕小。可采用通常得熱塑性塑料加工方法加工成制品。2、流動性差,極易分解,分解時產生腐蝕氣體。宜嚴格控制成型溫度不要超過350度,模具應加熱至100-150度,澆注系統對料流阻力應小。可成型0.7-0.8毫米厚的薄壁簡單制品。3、透明粒料,注塑、擠出成型。成型溫度300-330度,350度以上容易引起變色或發生氣泡。宜高速低壓成型,并注意脫模會較困難。
????????PFA塑料(可溶性聚四氟乙烯)
????????英文名稱:Polytetrafluoro ethylene
 ?
?????????比重:2.13-2.167克/立方厘米 成型收縮率:3.1-7.7% 成型溫度:350-400℃
????????物料性能:1、為少量全氟丙基全氟乙烯基醚與聚四氟乙烯的共聚物。熔融粘結性增強,溶體粘度下降,而性能與聚四氟乙烯相比無變化。此種樹脂可以直接采用普通熱塑性成型方法加工成制品。2、長期使用溫度-80--260度,有卓越的耐化學腐蝕性,對所有化學品都耐腐蝕,摩擦系數在塑料中最低,還有很好的電性能,其電絕緣性不受溫度影響,其中的聚四氟乙烯有“塑料王”之稱。2、其耐化學藥品性與聚四氟乙烯相似,比偏氟乙烯好。3、其抗蠕變性和壓縮強度均比聚四氟乙烯好,拉伸強度高,伸長率可達100-300%。介電性好,耐輻射性能優異,阻燃性達V0級。
????????用途:1、適于制作耐腐蝕件,減磨耐磨件、密封件、絕緣件和醫療器械零件。2、高溫電線、電纜絕緣層,防腐設備、密封材料、泵閥襯套,和化學容器。
????????成型性能:1、結晶料,吸濕小。可采用通常得熱塑性塑料加工方法加工成制品。2、流動性差,極易分解,分解時產生腐蝕氣體。宜嚴格控制成型溫度不要超過475度,模具應加熱至150-200度,澆注系統對料流阻力應小。3、半透明粒料,注塑、擠出成型。成型溫度350-400度,475度以上容易引起變色或發生氣泡。并注意脫模會較困難。4、因熔融的材料對金屬有腐蝕作用,長期生產,模具需要電鍍鉻處理。
????????PAR塑料?(U塑料,聚芳脂)
????????英文名稱:?Polyarylate
 ?
?????????比重:1.2-1.26克/立方厘米 成型收縮率:0.8% 成型溫度:300-350℃ 干燥條件:100~120℃-5小時
????????物料性能:1、為透明無定形熱塑性工程塑料,具有優良的耐熱性、阻燃性和無毒性。可以直接采用普通熱塑性成型方法加工成制品。2、具有優異的熱性能,在1.86MPA的負荷下,其熱變形溫度高達175度, 分解溫度為443度。其各種力學性能受溫度影響較小。
????????用途:1、適于制作耐熱、耐燃和尺寸穩定性高的電器零件。連接器、線圈架、繼電器外殼。2、照明零件。可制成透明的燈罩、照明器、汽車反光罩等。
????????成型性能:1、隨著制品壁厚增加,成型收縮率增大。2、吸濕性較小,約0.1-0.3%,但注塑時微量水分會引起聚芳脂分解。故材料成型前必須進行干燥。使其含水率小于0.02%。
????????PF塑料,(酚醛塑料)
????????英文名稱:Phenol-Formaldehyde(PF)
 ?
?????????比重:1.5-2.0克/立方厘米 成型收縮率:0.5-1.0% 成型溫度:150-170℃
????????物料性能:酚醛塑料是一種硬而脆的熱固性塑料,俗稱電木粉。機械強度高,堅韌耐磨,尺寸穩定,耐腐蝕,電絕緣性能優異。適于制作電器、儀表的絕緣機構件,可在濕熱條件下使用
????????成型性能:1、成型性較好,但收縮及方向性一般比氨基塑料大,并含有水分揮發物。成型前應預熱,成型過程中應排氣,不預熱則應提高模溫和成型壓力。2、模溫對流動性影響較大,一般超過160度時,流動性會迅速下降。3、硬化速度一般比氨基塑料慢,硬化時放出的熱量大。大型厚壁塑件的內部溫度易過高,容易發生硬化不均和過熱。
????????AF塑料(氨基塑料)
????????英文名稱:Amino plastics
 ?
?????????比重:1.5克/立方厘米 成型收縮率:0.6-1.0% 成型溫度:160-180℃
????????物料性能:耐電弧性和電絕緣性良好,耐水、耐熱性較好,無毒、無臭、堅硬、耐刮傷、無色、半透明,可制成各種色彩鮮艷的塑料制品,廣泛應用于航空、電器等領域,另外其泡沫塑料可用來做隔聲、隔熱材料。適于制作耐電弧的電工零件和防爆電器絕緣件。
????????成型性能:1、流動性好,硬化速度快,故預熱及成型溫度要適當,涂料、合模及加壓速度要快。2、成型收縮率大。3、含水分揮發物多,易吸濕、結塊,成型時應預熱干燥,并防止再吸濕,但過于干燥則流動性下降。成型時有水分及分解物,有酸性,模具應鍍鉻,以防腐蝕,成型時應排氣。4、成型溫度對塑件質量影響較大,溫度過高易發生分解、變色、氣泡色澤不均,溫度過低時流動性差,不光澤。5、料細、比容大、料中充氣多,用預壓錠成型大塑件時,易產生波紋及流紋,故一般不宜采用。
????????EP塑料(環氧樹脂)
????????英文名稱:Epoxide Resin
 ?
?????????比重:1.9克/立方厘米 成型收縮率:0.5% 成型溫度:140-170℃
????????物料性能:力學性能、電絕緣性、化學穩定性好,對許多材料的粘結力強,但性能受填料品種和含量的影響。脂環簇環氧塑料的耐熱性較高,適于澆注成型和低壓擠塑成型,制作電工、電子組件及線圈的灌封與固定,還可用于修復。
????????成型性能:1、澆注料,流動性好,硬化收縮小,但熱剛性差,不易脫模。
????????2、硬化速度快,硬化時一般不需排氣,裝料后應立即加壓。
????????IS塑料(有機硅塑料)
????????英文名稱:Silicone
 ?
?????????比重:1.75-1.95克/立方厘米 成型收縮率:0.5% 成型溫度:160-180℃
????????物料性能:耐高低溫、耐水性好、高頻絕緣性好,耐輻射、耐臭氧性好
????????適于制作電工、電子組件及線圈的灌封與固定。
????????成型性能:1、流動性好,硬化速度慢,壓縮成型時需要較高的成型溫度。2、壓縮成型后,須經高溫固化處理。
