
新聞中心
聯系我們
手 機:17898826917
郵 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉賢區南橋鎮國順路936號5幢
尼龍66技術分享:高黏樹脂的開發,增韌改性,輕量化
????????高黏PA66樹脂的開發
????????PA66性能優良,應用廣泛。
????????目前,國內通過聚合只能生產低黏及中黏PA66樹脂,但是中低黏PA66直接用于擠出制品(板材、管材)時,易產生熔體墜落或流延現象,使PA66應用范圍受到限制。
????????高黏PA66樹脂表現在分子結構上就是聚合度相對較高,由于聚合度高、相對黏度大,材料本身的力學性能會更好,并且尺寸穩定性及耐化學品性等方面要比普通PA66優異,可用來紡各種規格型號的PA棕絲,不易變形、不易折彎、耐腐蝕、耐磨損,可用來制作傳送帶、輸送帶,因此發展前景良好。
????????但高黏PA66較普通PA66聚合工藝要求嚴格,技術含量高,生產成本大,目前基本靠進口。為改變目前國內市場供應狀況,替代國外同類產品,推動國內高黏度PA66樹脂市場發展,平頂山神馬工程塑料有限公司依托連續聚合生產線,開發出高黏PA66。
????????他們是這么做的:
????????依托PA66連續聚合生產線,通過添加適量的鈉鹽催化劑SP1,調整聚合工藝參數,在線提高PA66樹脂熔體的黏度。
????????具體為:先在成鹽反應器中,配置濃度50%、pH值7.60~7.65的PA66鹽液;
????????然后按照以下流程連續聚合:
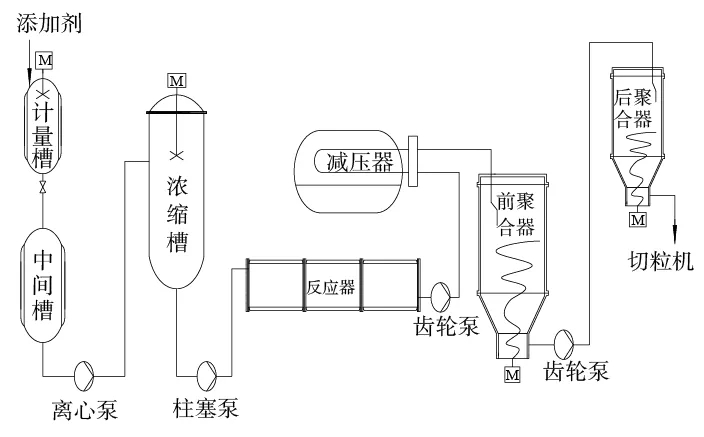 ?
?????????具體工藝參數設置:
????????鹽液pH值控制在7.63~7.65,聚合物出料流量1?042~1?100?kg/h,后聚合器真空度為35~40?kPa,催化劑SP1用量為60ppm。
????????開發出的PA66達到如下指標:
????????相對黏度為3.45~3.50,
????????MFR為18~20?g/10?min,
????????黃點指數≤-4。
????????該高黏PA66樹脂產品力學強度高、熱穩定性好,抗沖擊、耐腐蝕、耐磨損,能夠滿足國內用戶的使用要求,填補了國內空白。
????????內容來源:任永德,張志強.高黏尼龍66樹脂的制備[J].工程塑料應用,2018,46(12):22–25.
????????PA66的低溫增韌改性
????????PA66易吸濕性,低溫耐沖擊性差。
?????????遼寧大學、沈陽科通塑膠有限公司采用POE-g-MAH和EPDM-g-MAH兩種增韌劑來改性。
????????這兩種增韌劑自身吸水性很小,并且其極性基團能夠與PA66的極性基團相互作用,從而降低PA66增韌材料的吸水率。材料的吸水率降低,在一定時期內,有利于保持其優異的力學性能。
????????采用的原材料如下
????????POE-g-MAH:KT–916K,沈陽科通塑膠有限公司;
????????EPDM-g-MAH:KT–8K,沈陽科通塑膠有限公司;
????????PA66:中國石油化工有限公司;
????????季戊四醇脂酸酯(PETS):意大利發基公司;
????????主抗氧劑:1010,瑞士汽巴公司;
????????輔抗氧劑:168,瑞士汽巴公司。
????????試樣是這么制備的
????????PA66在加工之前置于真空干燥箱于120℃干燥4?h,之后將PA66與增韌劑、抗氧劑、潤滑劑以一定比例混合,其中主抗氧劑1010、輔抗氧劑168、潤滑劑PETS、增韌劑質量分數分別為0.2%,0.2%,0.3%和0~30%。將混料投放入雙螺桿擠出機中,進行熔融擠出造粒,雙螺桿擠出機的各區溫度分別為265,270,275,280,280,280,275,270,265℃,機頭溫度為400℃。最后將擠出粒料干燥后,用注塑機制成標準試樣,注塑機各區溫度分別為280,270,260℃。
????????增韌劑對PA66沖擊性能影響如下
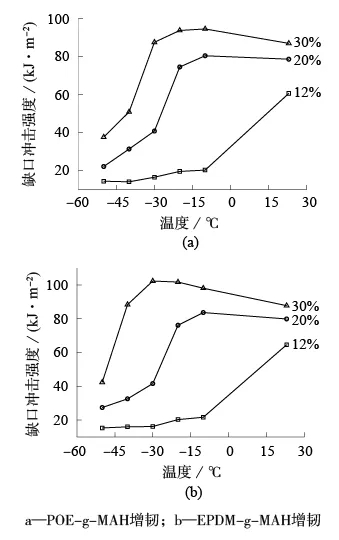 ?
?????????當POE-g-MAH和EPDM-g-MAH的質量分數為20%時,
????????23℃時沖擊強度分別為純PA66的20倍和19.7倍,
????????–10℃時沖擊強度分別為純PA66的20.9倍和20.1倍,
????????–20℃時沖擊強度分別為純PA66的19倍和18.6倍,
????????–30℃時沖擊強度分別為純PA66的10.4倍和10.2倍,
????????–40℃時沖擊強度分別為純PA66的8.1倍和7.8倍,
????????–50℃時沖擊強度分別為純PA66的6.8倍和5.5倍。
????????說明POE-g-MAH和EPDM-g-MAH都能有效增韌PA66,且低溫增韌效果很明顯,其中POE-g-MAH增韌效果略優。
????????內容來源:王秀秀,郭紅,關宏宇,等.PA66的低溫增韌改性[J].工程塑料應用,2018,46(12):26–30.
????????空心玻璃微珠填充輕量化PA66
????????目前,對玻纖增強阻燃PA66的阻燃劑添加量往往較大,所制備的材料密度較高,已逐漸無法滿足當今各領域對輕量化的需求,因此開發輕質玻纖增強阻燃PA66變得越來越重要。
????????中鋼集團馬鞍山礦院新材料科技有限公司采用空心玻璃微珠(HGS) 為輕質功能填料,考察了HGS對玻纖增強阻燃PA66材料材料力學性能、密度、耐熱性能及阻燃性能的影響。
????????采用的HGS流動性、化學及熱穩定性好,抗壓強度高,耐磨,可完全滿足復合材料加工過程中的苛刻要求。
????????采用的原材料如下
????????PA66:EPR27,相對黏度2.7,中國平煤神馬集團;
????????玻璃纖維:988A,單絲直徑9~13 μm,浙江巨石集團;
????????HGS:真密度0.60~0.65?g/cm3,抗壓強度≥85?MPa,平均粒徑D50為20?μm,中鋼集團馬鞍山礦院新材料科技有限公司;
????????BPS:美國大湖公司;
????????Sb2O3:星貝達(上海)化工材料有限公司;
????????硅烷偶聯劑:KH550,化學純,國藥化學有限公司;
????????抗氧劑、潤滑劑、加工助劑、乙醇等均為市售。
????????試樣是這么制備的
????????先將PA66、抗氧劑、潤滑劑、加工助劑、BPS及Sb2O3在高速混合機中攪拌均勻,然后從雙螺桿擠出機的主喂料口加入,HGS(先經過KH550表面改性處理)從雙螺桿擠出機的側喂料口加入,玻纖由雙螺桿擠出機的玻纖口加入,調整好主機轉速及喂料比例,使玻纖含量控制在30%,HGS含量為設計值,然后冷卻、造粒,制得PA66/GF30/HGS增強阻燃材料。其中雙螺桿擠出機加工溫度設置為250~280℃,螺桿轉速控制在280 ~330?r/min。將擠出粒料在100℃恒溫鼓風干燥箱中干燥4?h,然后在注塑機上注射成標準樣條,注塑壓力60~90?MPa,注射溫度設置265~275℃。將制備的樣條在溫度為(23±2)℃、濕度為(50±5)%的環境中調整48?h后進行性能測試。
????????HGS對增強阻燃PA66性能影響如下
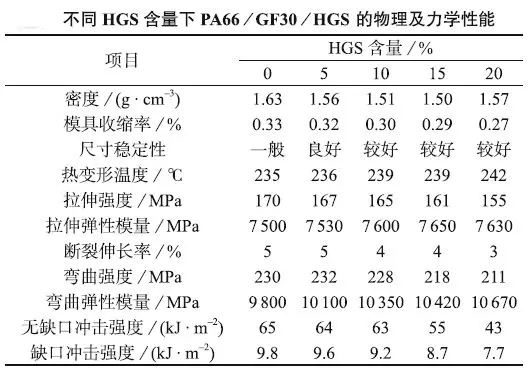 ?
?????????采用HGS填充玻纖增強阻燃PA66,可以實現減重目的,同時改善材料的吸水性、尺寸穩定性及耐熱性。采用平均粒徑20?μm的HGS粒徑越小,當HGS含量在5%~10%時,PA66/GF30/HGS的綜合性能較好。
????????內容來源:吳喜元,汪俊,陳銳.空心玻璃微珠在玻纖增強阻燃PA66中的應用[J].工程塑料應用,2018,46(12):48–52.
